- Taraudage
- Taraudage par déformation
- Fraisage de filets
Le taraudage coupant est la méthode d’usinage la plus répandue pour la réalisation de filetage femelle. Les exigences d’utilisation n’étant pas élevées, sa large palette offre une solution pour presque chaque matière et chaque application.
Types de trous

Matériaux
Géométrie de coupe

Choix d'outils


Dimensions

Revêtements

Le taraudage par déformation est une solution fiable pour l’usinage de filets intérieurs. Le copeau reste le plus grand ennemi dans la réalisation du filet et son évacuation est difficile surtout dans des filetages profonds ou des filetages avec avant-trou. Avec le taraud à refouler, la matière n’est pas découpée mais repoussée. Grâce à ce procédé de déformation, le refouleur ne produit pas de copeaux et garantit une sécurité de réalisation optimale de haute performance.

Domaines d'application
Domaines d'application
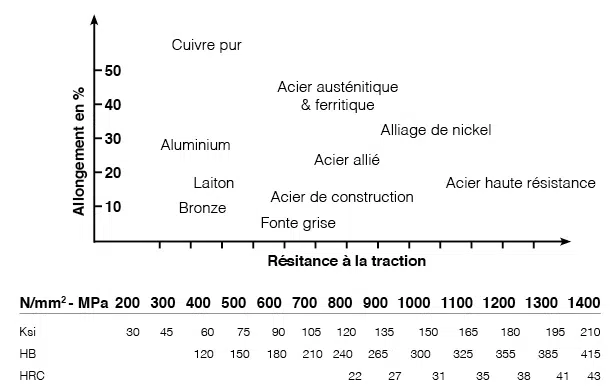
Toutes les matières ayant un coefficient d’allongement égal ou supérieur à 10% et une résistance à la traction jusqu’à 1’150 N/mm2, p.ex. aciers, aciers inoxydables, titane pur, aluminium, cuivre, laitons à copeaux longs.

Procédé de formation
Procédé de formation
Les pointes et flancs des dents du refouleur pénètrent dans la pièce à déformer et poussent la matière dans les évidements du profil de l’outil. Ainsi se forme le profil typique du filetage avec le sillon à son extrémité.

Avantages
Avantages
- Sécurité du processus accrue, suite à l’absence de copeaux.
- Un seul outil pour trous borgnes et débouchants.
- Idéal pour taraudages profonds.
- Taraudage avec une plus grande résistance à l’étirement statique et dynamique.

Limite d’utilisation
Limite d’utilisation
Pour des raisons physiques, le taraudage par déformation sur des pièces à faible paroi n’est possible qu’en prenant toutes les précautions nécessaires.

Bien lubrifier
Bien lubrifier
Le refoulement de la matière occasionne d’importantes forces de frottement, c’est pourquoi le taraud doit être protégé par un film d’huile. La déchirure de ce dernier provoque des soudures froides pouvant conduire à la rupture de l’outil.

Taraud à refouler FS-DL
Taraud à refouler FS-DL
Taraud à refouler universel à 4 lobes pour petits filetages de Ø ≥ 1 – < 3 mm pour toutes les matières déformables à froid. Avec revêtement « DLC » ayant de bonnes propriétés de glissement et d’autolubrification. Pour aciers inoxydables, cuivre pur, etc.

Taraud à refouler FS-VS
Taraud à refouler FS-VS
Taraud à refouler universel à 4 lobes pour petits filetages de Ø ≥ 1 – < 3 mm pour toutes les matières déformables à froid.
Avec revêtement DC « VS » pour un meilleur glissement et protection contre l’usure.

Taraud à refouler FPS-DL
Taraud à refouler FPS-DL
Pour Ø ≥ 3 mm, avec lobes de contact arrondis, conçus pour un fluage progressif de matières abrasives.
Avec revêtement « DLC » offrant un meilleur glissement et une durée de vie élevée dans le laiton à copeaux longs et l’aluminium.

Taraud à refouler FPS-VS
Taraud à refouler FPS-VS
Pour Ø ≥ 3 mm, avec lobes de contact arrondis, conçus pour un fluage progressif de matières à faible coefficient d’allongement.
Avec revêtement « VS » ayant une grande résistance à l’usure et une stabilité thermique et chimique à haute température.
Pour aciers de construction, au carbone, alliés, etc.

Taraud à refouler FAS-VS
Taraud à refouler FAS-VS
Pour Ø ≥ 3 mm, avec lobes de contact saillants, conçus pour un fluage rapide de matières tenaces à haut coefficient d’allongement.
Avec revêtement « VS » ayant de bonnes propriétés de glissement et d’autolubrification. Pour aciers inoxydables, cuivre pur, etc.

Rainures de lubrification dès Ø 3 mm
Rainures de lubrification dès Ø 3 mm
Le lubrifiant est guidé vers les surfaces de l’outil se trouvant directement en contact avec la matière.

Sans rainures de lubrification
Sans rainures de lubrification
Particulièrement recommandés pour des matières tendres et des trous débouchants dans de la tôle.

Avec lubrification intérieure
Avec lubrification intérieure
Fortement conseillé pour les trous profonds et le travail en horizontal.

Profil de filetage correct
Profil de filetage correct
Un avant-trou précis est requis pour réaliser un filetage conforme à la norme. Pour les matières présentant un fort coefficient d’allongement ou lors de taraudage > 2 x D, un Ø d’avant-trou plus grand de 0.02 à 0.05 mm est conseillé.

Profil incorrect
Profil incorrect
Profil trop grand suite à un diamètre de perçage trop petit, générant un couple trop élevé.
Profil incomplet suite à un diamètre de perçage trop grand.
Fraises à fileter DC en carbure monobloc : pour la réalisation simple des trous débouchant et borgnes, pour des filetages à droite et à gauche avec un seul outil sur une machine CNC stable à trois axes synchronisés.
Les fraises à percer/fileter en carbure monobloc DC type BGF sont issues du développement des fraises à fileter standard. Avec cet outil, l’usinage préalable d’un avant-trou est superflu, le foret étant intégré à la fraise. Un filetage intérieur est réalisé en une seule opération, sans changement d’outil. Toutes les fraises type BGF sont directement réalisées avec un canal de lubrification.
Exigences
- Commande CNC à trois axes synchronisés
- Très bonne stabilité de la machine
- Concentricité parfaite du dispositif de serrage conçu pour couple élevé
Aperçu du programme

Cycle de programmation pour fraises à fileter GF - GFH

Cycle de programmation pour fraises à fileter GFS

Cycle de programmation pour fraises à fileter GFM

Applications spécifiques GF - GFH - GFS - GFM


Cycle de programmation pour fraises à fileter BGF

Applications spécifiques BGF

Finders
Algorithmes de recherche DC
Solutions
Nos solutions élaborées pour chaque problème que vous pouvez rencontrer
Nous garantissons une économie de coûts et une fabrication extrêmement régulière, sans défaut.