- Gewindeschneiden
- Gewindeformen
- Gewindefräsen
Gewindeschneider / Gewindebohrer sind geläufige Werkzeuge zur Herstellung des Innengewindes. Die maschinenseitigen Anforderungen sind begrenzt und daher bietet der Gewindebohrer dank eines breiten Programms beinahe Lösungen für alle Werkstoffe und alle Anwendungen.
Locharten

Werkstoffe
Schneidengeometrie

Werkzeugauswahl


Werkzeugauswahl

Beschichtungen

Das Gewindeformen ist eine verlässliche Methode zur Realisierung von Innengewinden. Der Span bleibt der grösste Feind beim Gewindeschneiden und seine Evakuierung ist gerade in tiefen Gewinden oder Gewinden mit Vorbohrung bisweilen schwierig. Mit dem Gewindeformer wird der Werkstoff nicht geschnitten sondern verformt. Dadurch wird eine hohe Prozesssicherheit bei gleichzeitig eindrucksvollen Standzeiten erreicht.

Anwendungsbereich
Anwendungsbereich
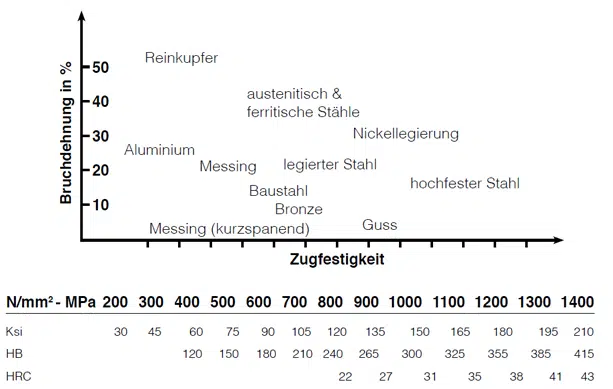
Für sämtliche kaltverformbaren Werkrstoffe mit einer Bruchdehnung von mindestens 10 % und einer Zugfestigkeit von bis zu 1’150 N/mm2, z.B. Stähle, rostfreie Stähle, Reintitan, Aluminium, Kupfer, langspanendes Messing, usw.

Formprozess
Formprozess
Die Zahnspitzen und -flanken des Gewindeformers dringen in den verformbaren Werkstoff ein und verdrängen das Material in die Freiräume des Werkzeugprofils. Dadurch entsteht das Gewindeprofil mit der typischen Furche in der Spitze.

Vorteile
Vorteile
- Höhere Prozesssicherheit, da keine Späne entstehen.
- Ein einziges Werkzeug für Durchgangs- und Sacklöcher.
- Ideal für tiefe Gewinde.
- Gewinde mit höherer Ausreissfestigkeit bei statischer und dynamischer Belastung.

Einsatzeinschränkung
Einsatzeinschränkung
Das Gewindeformen in dünnwandige Werkstücke ist aus physikalischer Sicht mit der notwendigen Sorgfalt anzuwenden.

Ausreichend schmieren
Ausreichend schmieren
Beim Verformen von Werkstoffen entstehen erhebliche Reibkräfte. Deshalb muss das Werkzeug stets durch einen Schmierfilm geschützt werden. Ein Riss des Schmierfilms verursacht schnell Kaltverschweissungen, die zum Werkzeugbruch führen können.

Gewindeformer FS-DC
Gewindeformer FS-DC
Universalgewindeformer mit 4 Druckstollen für kleine Gewinde im Abmessungsbereich Ø ≥ 1 – < 3 mm in alle kaltverformbaren Werkstoffe. Mit "DLC"-Verschleissschutzschicht mit ausserordentlichen Gleit- und Schmiereigenschaften. Für rostfreie Stähle, Reinkupfer, usw.

Gewindeformer FS-VS
Gewindeformer FS-VS
Universalgewindeformer mit 4 Druckstollen für kleine Gewinde im Abmessungsbereich Ø ≥ 1 – < 3 mm in alle kaltverformbaren Werkstoffe. Mit DC-"VS"-Gleit- und Verschleissschutzschicht.

Gewindeformer FPS-DL
Gewindeformer FPS-DL
Für Ø ≥ 3 mm, mit breiten Druckstollen, die bei abrasiven Werkstoffen ein progressives Fliessen verursachen. Mit „DLC“-Verschleissschutzschicht für besseres Gleiten und höhere Standzeiten in langspanendem Messing und Aluminium.

Gewindeformer FPS-VS
Gewindeformer FPS-VS
Für Ø ≥ 3 mm, mit breiten Druckstollen, für ein progressives Fliessen von >Mit DC-„VS“-Verschleissschutzschicht mit thermischer und chemischer Beständigkeit bei hohen Temperaturen. Für Baustähle, Kohlenstoffstähle, legierte Stähle, usw.

Gewindeformer FAS-VS
Gewindeformer FAS-VS
Für Ø ≥ 3 mm, mit spitzen Druckstollen, für ein schnelles Fliessen von zähen Werkstoffen mit hoher Bruchdehnung. Mit DC-„VS“- Verschleissschutzschicht mit ausserordentlichen Gleit- und Schmiereigenschaften. Für rostfreie Stähle, Reinkupfer, usw.

Schmiernuten ab Ø 3 mm
Schmiernuten ab Ø 3 mm
Dank dieser Nuten wird der Schmierstoff besser zur Werkzeugoberfläche geführt, die mit dem Werkstoff in direktem Kontakt ist.

Ohne Schmiernuten
Ohne Schmiernuten
Besonders geeignet für die Bearbeitung von weichen Werkstoffen und für Durchgangslöcher in dünne Bleche.

Mit Innenkühlung
Mit Innenkühlung
Speziell empfohlen für tiefere Gewinde und für die Horizontalbearbeitung.

Korrektes Gewindeprofil
Korrektes Gewindeprofil
Für das Verformen ist eine genaue, saubere Vorbohrung erforderlich, damit ein normgerechtes Gewinde entsteht. Bei Werkstoffen mit sehr hoher Bruchdehnung oder bei Gewindetiefen von > 2 x D empfehlen wir, den Vorbohrungs-Ø um 0.02 bis 0.05 mm zu vergrössern.

Unkorrektes Gewindeprofil
Unkorrektes Gewindeprofil
Profil zu gross zufolge eines zu kleinen Vorbohrungsdurchmessers; verursacht ein zu hohes Drehmoment.Profil ungenügend – Folge eines zu grossen Vorbohrungsdurchmessers.
DC-VHM-Gewindefräser und -Gewindewirbler für die einfache Herstellung von Durchgangs- und Sacklöchern, Rechts- und Linksgewinden, mit einem einzigen Werkzeug beim Einsatz auf einer stabilen CNC-Bearbeitungsmaschine mit 3-Achsen-Bahnsteuerung.
Bei den DC-Vollhartmetall-Bohrgewindefräsern handelt es sich um eine Weiterentwicklung der Standardgewindefräser. Dank diesem Kombiwerkzeug mit integriertem Bohrer muss das Kernloch nicht erst separat vorgebohrt werden. Das Innengewinde wird in einem Arbeitsgang, ohne Werkzeugwechsel, geschnitten. Sämtliche DC-VHM-Bohrgewindefräser Typ BGF verfügen über Innenkühlung.
Anforderungen
- CNC-Bearbeitungsmaschine mit 3-Achsen-Bahnsteuerung
- Ausgezeichnete Maschinenstabilität
- Absoluter Rundlauf des Aufspannfutters
Programmübersicht

Programmierzyklus für Gewindefräser GF - GFH

Programmierzyklus für Gewindefräser GFS

Programmierzyklus für Gewindefräser GFM

Spezialausführungen GF - GFH - GFS - GFM


Programmierzyklus für Typ BGF

Spezialausführungen BGF

Finders
Leistungsstarke Suchalgorithmen
Lösungen
Unsere ausgearbeiteten Lösungen für jedes Problem, auf das Sie stossen könnten
Wir garantieren Kosteneinsparungen und eine äusserst gleichmässige und fehlerfreie Herstellung.