- Maschiatura
- Maschiatura per deformazione
- Fresatura di filetti
Il maschio ad asportazione è il metodo di lavorazione migliore per realizzare filetti interni. Le esigenze d’utilizzo non sono elevate e grazie ad una vasta gamma d’utensili è disponibile una soluzione per quasi tutti i materiali ed ogni loro applicazione.
Tipo di foro

Materiali
Geometria di taglio

Scelta degli strumenti


Dimensioni

Rivestimenti

La maschiatura per deformazione è una soluzione affidabile per la lavorazione di filetti interni. Il truciolo è il più grande ostacolo nella realizzazione del filetto e la sua evacuazione è difficoltosa, specialmente in profonde filettature oppure in filetti con lamatura anteriore. Con il maschio a rullare, il materiale non viene tagliato ma spinto. Grazie a questo processo di deformazione, la rullatura non provoca trucioli e garantisce un’elevata sicurezza dei processi nonchè ottime prestazioni.

Aree di applicazione
Aree di applicazione
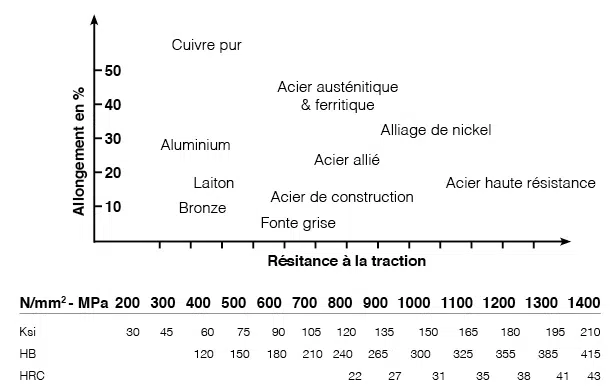
Per tutti i materiali aventi un coefficiente d’allungamento uguale o superiore al 10 % ed una resistenza alla trazione fino a 1’150 N/mm2, per esempio acciai, acciai inossidabili, titanio puro, alluminio, rame, ottone a trucioli lunghi.

Processo di formazione
Processo di formazione
Le punte e i fianchi dei denti da rullare penetrano nel pezzo da deformare e
spingono il materiale nella scanalatura del profilo dell’utensile. Si forma
così il profilo tipico della filettatura con il solco sull’estremità.

Vantaggi
Vantaggi
- Alta sicurezza del processo dovuta all’assenza di trucioli.
- Un solo utensile per fori ciechi e passanti.
- Ideale per maschiatura profonda.
- Filetti con maggior resistenza alla trazione statica e dinamica.

Limite di utilizzo
Limite di utilizzo
È bene prestare la massima attenzione nel caso della maschiatura per deformazione in pezzi a parete sottile per ovvie ragioni fisiche.

Adeguata lubrificazione
Adeguata lubrificazione
La rullatura del materiale genera importanti forze di attrito. Per questo motivo l’utensile deve essere protetto attraverso una pellicola lubrificata. L’interruzione di quest’ultima provoca saldature fredde che possono condurre alla rottura dell’utensile.

Maschio a rullare FS-DL
Maschio a rullare FS-DL
Maschio a rullare universale a 4 lobi per piccole filettature da Ø ≥ 1 – < 3 mm per tutti i materiali deformabili a freddo. Con rivestimento "DLC" si hanno eccellenti proprietà di scorrimento ed autolubrificazione. Per acciai inox, rame puro, ecc.

Maschio a rullare FS-VS
Maschio a rullare FS-VS
Maschio a rullare universale a 4 lobi per piccole filettature da Ø ≥ 1 – < 3 mm per tutti i materiali deformabili a freddo. Con rivestimento DC "VS" per uno scorrimento migliore e protezione contro l’usura.

Maschio a rullare FPS-DL
Maschio a rullare FPS-DL
Per Ø ≥ 3 mm, con lobi di contatto arrotondati, concepito per uno scorrimento
progressivo dei materiali abrasivi. Con rivestimento “DLC” abbiamo uno scorrimento
migliore ed una durata dell’utensile elevata nell’ottone a trucioli lunghi e nell’alluminio.

Maschio a rullare FPS-VS
Maschio a rullare FPS-VS
Per Ø ≥ 3 mm, con lobi di contatto arrotondati, concepito per uno scorrimento
progressivo dei materiali con debole coefficiente d’allungamento. Il rivestimento
“VS” offre una maggior resistenza all’usura e una stabilità termica e chimica
ad alte temperature. Per acciai da costruzione, al carbonio, leghe, ecc.

Maschio a rullare FAS-VS
Maschio a rullare FAS-VS
Per Ø ¦ 3 mm, con lobi di contatto sporgenti, concepito per uno scorrimento
rapido dei materiali tenaci ad alto coefficiente d’allungamento. Con rivestimento
“VS” si hanno eccellenti proprietà di scorrimento ed autolubrificazione. Per acciai inox, rame puro, ecc.

Scanalature di lubrificazione da Ø 3 mm
Scanalature di lubrificazione da Ø 3 mm
Il lubrificante è guidato verso le superfici dell’utensile trovandosi direttamente in contatto con il materiale.

Senza scanalature di lubrificazione
Senza scanalature di lubrificazione
Particolarmente raccomandati per materiali teneri e per fori passanti in lamiere di debole spessore.

Con lubrificazione interna
Con lubrificazione interna
Fortemente consigliato per i fori profondi e lavorazioni in orizzontale.

Profilo corretto di maschiatura
Profilo corretto di maschiatura
Un preforo preciso è richiesto per realizzare una filettatura conforme alle norme. Per i materiali che presentano un forte coefficiente d’allungamento al momento della maschiatura > 2 x D, è consigliato un diametro del preforo più grande da 0.02 a 0.05 mm.

Profilo non corretto
Profilo non corretto
Profilo troppo grande dovuto ad un diametro di foratura troppo piccolo, genera una coppia troppo elevata.
Profilo incompleto conseguente ad un diametro di foratura troppo grande.
La fresa a filettare evoluta è una valida alternativa alla tradizionale maschiatura. Il processo di fresatura richiede una macchina CNC a tre assi ed un fissaggio stabile.
Le frese a filettare DC SWISS sono fabbricate in metallo duro di alta qualità e possono essere applicate anche in materiali di difficile lavorazione.
Richieste
- Comando CNC a 3 assi sincronizzati
- Buona stabilità della macchina
- Concentricità perfetta del dispositivo di serraggio
Programma

Ciclo di programmazione per frese a filettare GF - GFH

Ciclo di programmazione per frese a filettare GFS

Ciclo di programmazione per frese a filettare GFM

Applicazioni specifiche GF - GFH - GFS - GFM


Ciclo di programmazione per frese a filettare BGF

Applicazioni specifiche BGF

Soluzioni
Le nostre soluzioni sono studiate per ogni problema che potreste incontrare
Garantiamo risparmi sui costi e una produzione estremamente costante e priva di difetti.